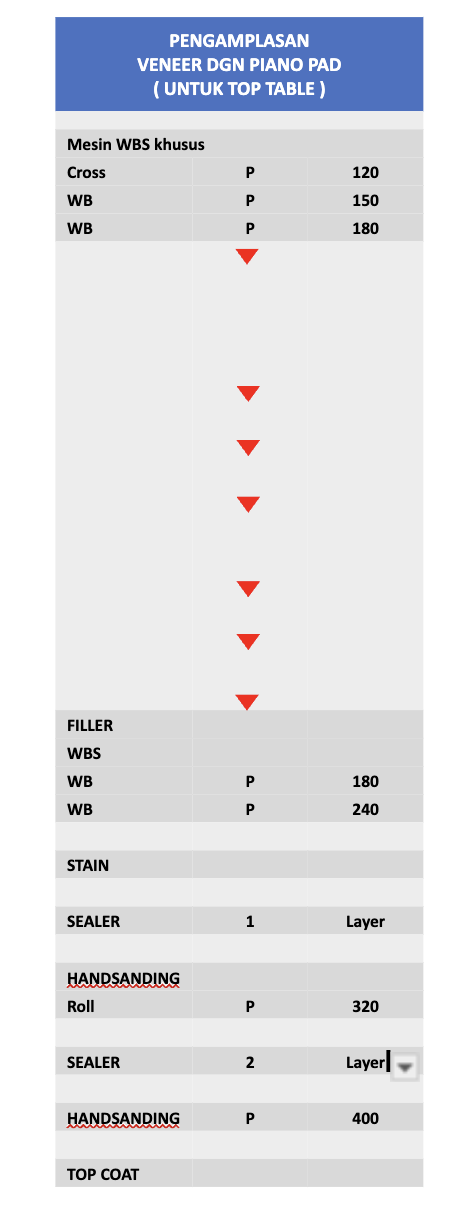
Pengamplasan veneer (atau veneer sanding) idealnya dilakukan dengan menggunakan mesin Wide Belt Sander (WBS) khusus. Akan tetapi, jika Anda tidak memilikinya, maka ada cara yang lebih ekonomis untuk mencapai hasil yang juga memadai.
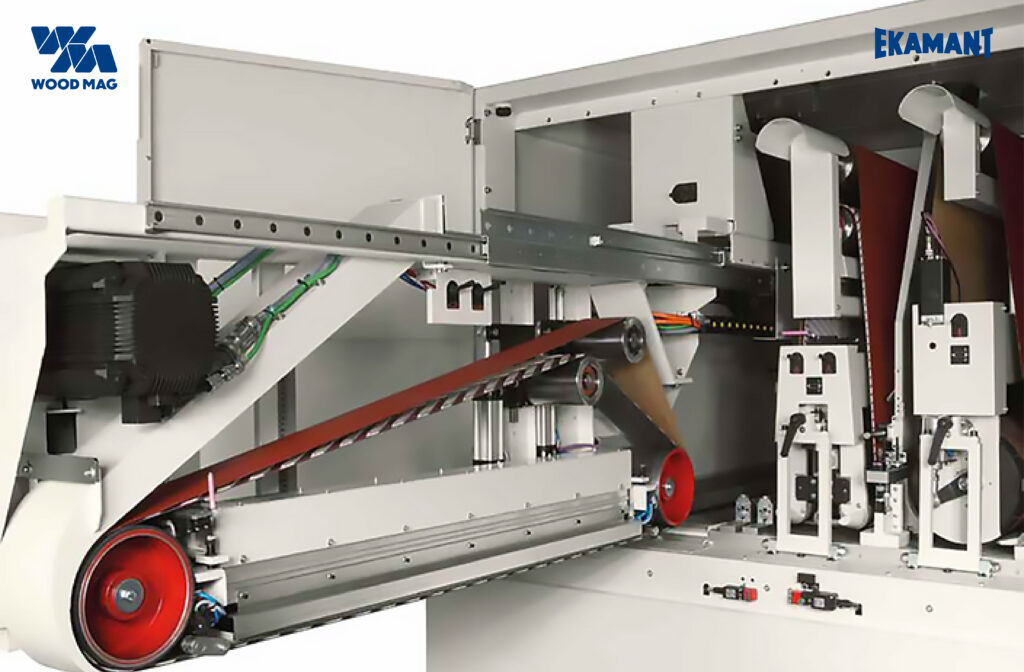
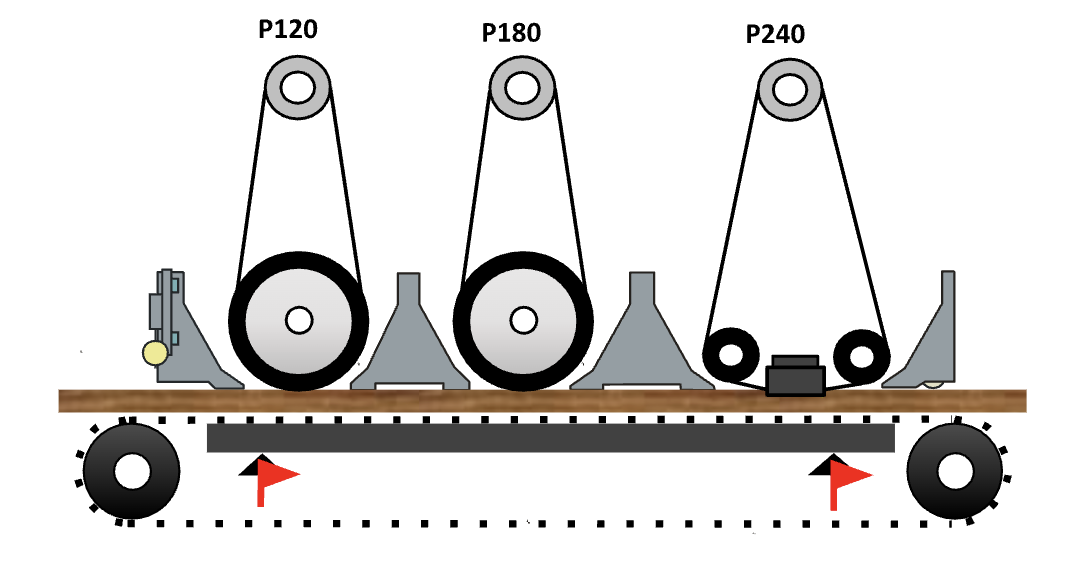
Pengamplasan veneer yang umumnya memiliki ketebalan 0,3-0,7mm memerlukan pengikisan sekitar 0,15mm. Inilah sebabnya diperlukan mesin yang memang dibuat khusus untuk pengamplasan, yang memiliki pneumatic suction pad atau piano pad, dan cross belt.
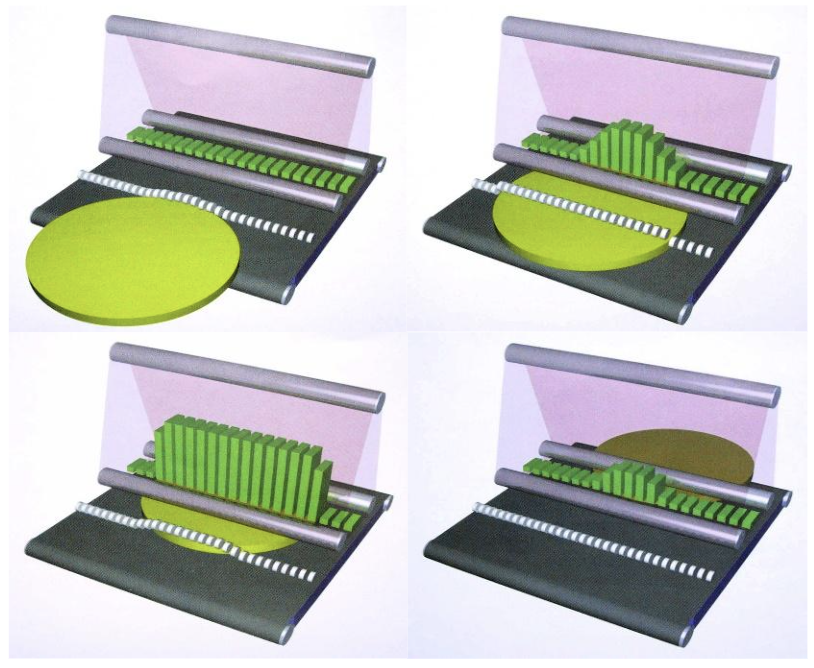
Piano pad membuat sumbu wide belt lebih fleksibel dalam memberi tekanan pengamplasan. Hal ini diperlukan untuk mengantisipasi gelombang pada permukaan panel.
Dengan begitu, mesin tersebut seolah mengenali permukaan, sehingga tekanan pengamplasannya bisa dilakukan tidak merata pada permukaan panel.
Hasil pengikisannya pun merata sekalipun sebagian permukaan panel bergelombang.
Berbeda dengan wide belt, cross belt bergerak melintang untuk mengikis serat yang posisinya melintang sekaligus membersihkan sisa lem dan gum tape.
Grit cross belt bisa lebih rendah atau setara dengan yang digunakan wide belt. Umumnya grit yang digunakan mulai dari 120 hingga 240.
Baca Juga: Pengamplasan Lawan Serat pada Pintu
Keterbatasan WBS Konvensional untuk Veneer Sanding
Kedua perlengkapan di atas tidak dimiliki WBS konvensional. Tanpa piano pad, misalnya, mesin WBS tak dapat mengenali contour dan bentuk panel. Hal ini berakibat pada ratanya tekanan pengikisan yang terjadi.
Permukaan yang bergelombang naik akan mendapatkan tekanan pengamplasan secara berlebihan (over sanding), yang mengakibatkan terjadinya kerusakan pada veneer.
Persoalan seperti ini jelas akan menyebabkan kerugian.
Gelombang pada permukaan panel bisa diakibatkan dari hasil proses pengamplasan sebelum dilapisi veneer, atau perubahan struktur kayu karena pengaruh cuaca.
Kehadiran mesin WBS ini sangat membantu karena mampu membuat pengamplasan permukaan veneer menjadi lebih efisien dengan kualitas akhir yang maksimal.
Top table misalnya, karena selepas proses ini tidak lagi memerlukan pengamplasan dengan hand stroke sander dan orbital sander.
Pengamplasan orbital setelah lacquer sanding, apabila ada pengamplasan ringan atau mengambang. Tujuannya untuk membersihkan kotoran dan koreksi kecil jika ada sebelum masuk proses coating.
Baca Juga: Aplikasi Cross Sanding pada Bingkai Foto Kayu
Lebih Ekonomis tapi Hasil Memadai
Bila tidak memiliki mesin khusus untuk mengamplas veneer, ada cara lain yang bisa diterapkan. Hasilnya cukup memadai sekalipun prosesnya lebih panjang.
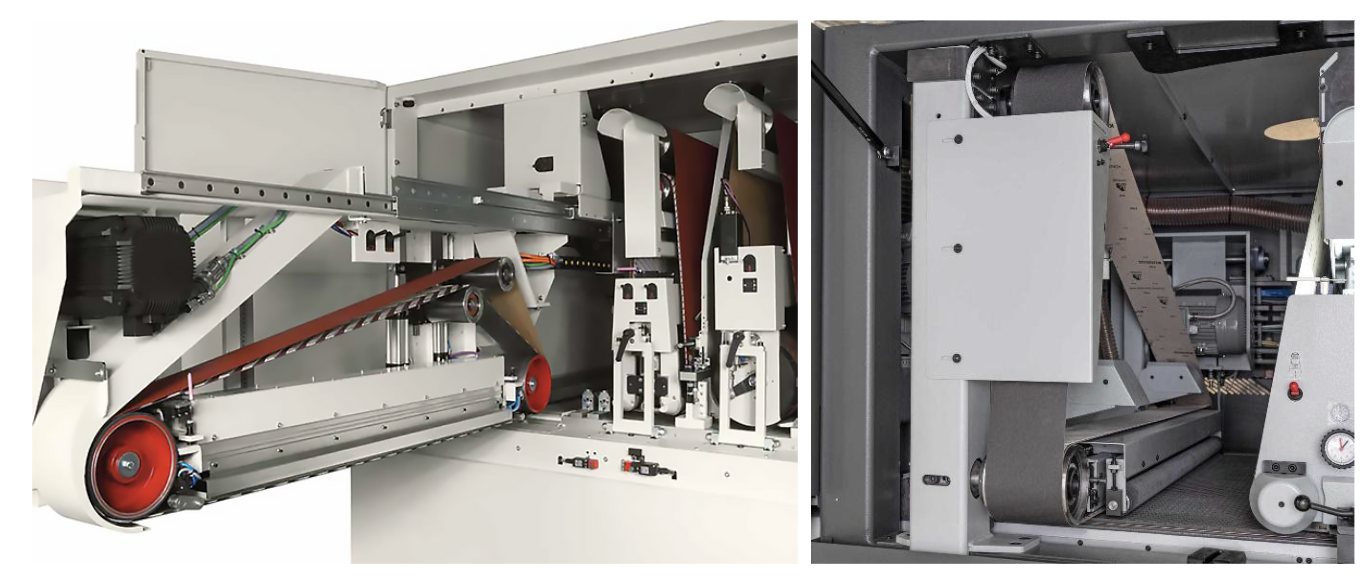
Cara ini menggunakan mesin WBS yang berpegas. pegas berguna menghindari pengamplasan veneer secara berlebihan, terutama bila dilakukan pada permukaan yang bergelombang.
Pegas membuat permukaan conveyor mengikuti tekanan pengamplasan pada permukaan panel. Proses pengamplasan pun relatif lebih merata untuk seluruh permukaan.
Kehadiran pegas ini krusial karena tipisnya tingkat ketebalan veneer. Tanpa pegas, pengikisan pada permukaan bergelombang bisa mengakibatkan over sanding.
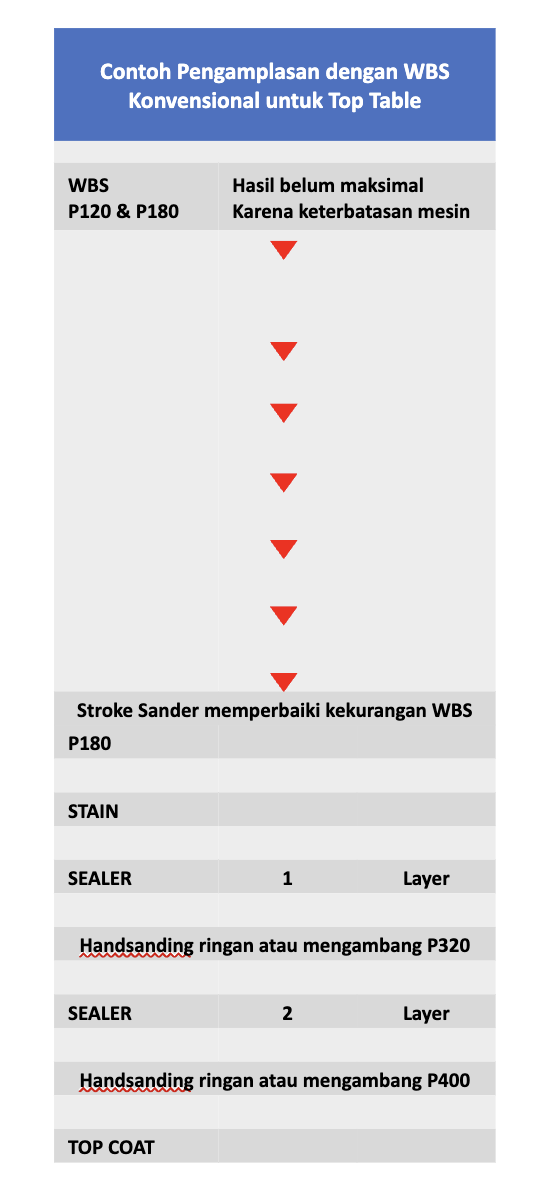
Hasil pengamplasan dengan mesin WBS konvensional umumnya belum memuaskan jika dibandingkan dengan mesin WBS khusus veneer. Permukaan panel masih belum rata benar.
Lantas, untuk top table, penggunaan stroke sander merupakan pilihan terbaik guna mengoreksinya dan pencapaian kualitasnya.
Stroke sander memiliki kecepatan mesin dan tekanan pengamplasan yang relatif konstan. Selain arah perputaran amplas yang berlawanan dengan serat veneer.
Untuk bagian-bagian furnitur yang bukan top table (wooden parts), tindakan koreksinya bisa dilakukan dengan orbital sander.
Tindakan koreksional ini dilakukan tidak menyeluruh, cukup pada bagian-bagian yang didempul.