Proses kalibrasi dilakukan untuk mendapatkan kerataan dan ketebalan panel yang diinginkan. Namun, untuk dapat memperolehnya ternyata tidak semudah dugaan banyak orang. Sebab, ada beberapa hal yang perlu diperhatikan agar mampu melakukan kalibrasi secara baik dan benar.
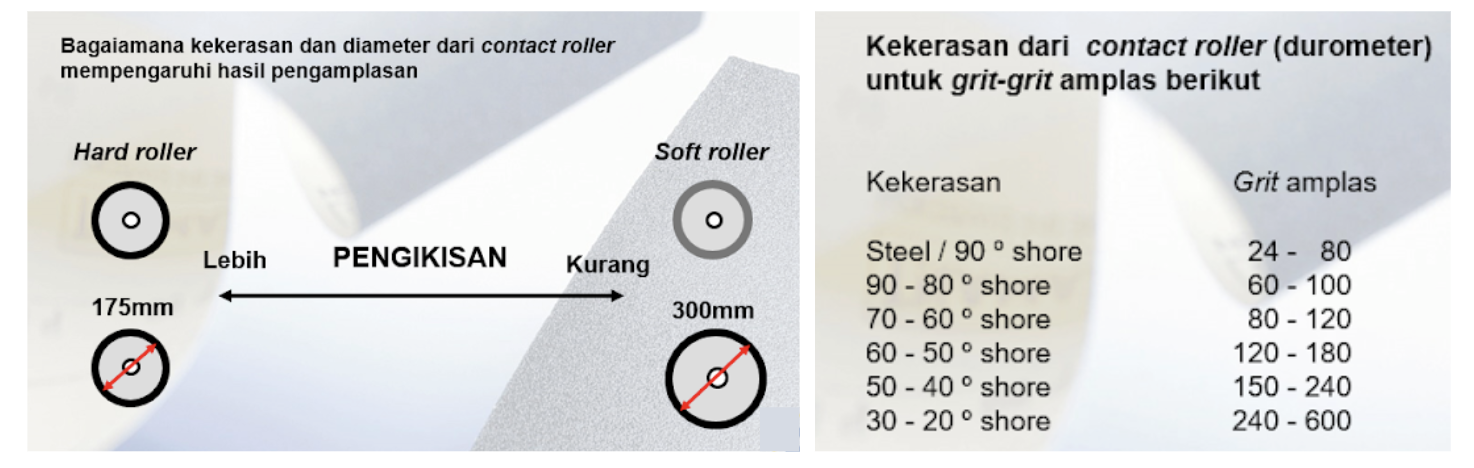
Untuk dapat menghasilkan ketebalan panel yang presisinya sesuai dengan keinginan, perlu diperhatikan sejumlah hal. Pertama, contact drum dari baja (steel) menggunakan karet dengan tingkat kekerasan atau hardness 90” shore.
Hindari penggunaan contact drum dan karet yang kekerasannya rendah hingga menengah. Keduanya tidak seagresif hard contact drum, sehingga bila dipaksakan maka keduanya harus bekerja keras karena stock removal kalibrasi di atas 0,5 mm.
Bila dipaksakan, permukaannya akan bergelombang atau cacat. Hindari pula penggunaan pad karena sifatnya yang fleksibel dan tidak agresif, sehingga tidak mampu melakukan pengamplasan kalibrasi secara optimal.
Persoalan yang juga tak kalah penting untuk diperhatikan adalah meja conveyor yang digunakan harus tetap (fixed) dan jangan yang berpegas. Penggunaan meja conveyor berpegas dapat mengurangi tingkat tekanan contact drum pada permukaan panel. Akibatnya, tingkat ketebalan panel yang diinginkan pun tidak tercapai.

Kecepatan conveyor dengan jenis kayunya harus disesuaikan. Untuk panel dari kayu lunak (softwood), disarankan menggunakan kecepatan conveyor antara 10-15 meter/menit. Sedangkan untuk kayu keras (hardwood), kecepatannya antara 8-12 meter/menit.
Apabila kecepatan conveyor lebih tinggi dari yang disarankan, proses pengikisan panel oleh ampelas akan menjadi kurang maksimal. Sebaliknya, apabila kecepatan conveyor lebih rendah, maka contact amplas dengan panel akan menjadi lebih lama sehingga amplas akan menjadi lebih panas dan dapat mengakibatkan gosong pada permukaan amplas. Jika dibiarkan, hal tersebut akan merusak amplas dan umur pakai ampelas menjadi lebih pendek. Hasil kalibrasi pun akan kurang maksimal dan tidak sempurna.
Cutting speed harus disesuaikan dengan tingkat kekerasan kayu. Untuk kayu lunak, kecepatan belt harus cukup rendah, antara 1.000-1.300 meter/menit. Sedangkan untuk kayu keras, kecepatan disarankan 1.200-1.600 meter/menit.
Jika kalibrasi tidak memberi hasil sesuai dengan yang diinginkan, maka proses selanjutnya harus dikerjakan dengan lebih berat. Padahal, proses intermediate dan finishing tidak didesain kerja pengganti proses kalibrasi.
Akibatnya, upaya menghasilkan ketebalan yang presisi jadi lebih lama. Bahkan, terjadi pemborosan karena harus dilakukan pengamplasan berulang hingga empat kali. Ini terpaksa dilakukan guna menghindari kerugian akibat tidak tercapainya ketebalan panel dalam proses kalibrasi.
Kombinasi grit juga harus diperhatikan seoptimal mungkin hasilnya. Umumnya, mesin amplas kalibrasi dengan menggunakan contact drum keras, intermediate dengan contact drum medium, dan finishing dengan roller pad.Pemilihan kombinasi grit menjadi penting sekali.
Umumnya kalibrasi grit yang digunakan berkisar dari P 24 hingga P 80. Pilihan grit pun disesuaikan dengan kondisi panel yang akan diproses dengan kombinasi yang digunakan tidak boleh melompat lebih dari satu tingkat.